Õmblusmasinad PMZ: kirjeldus, tüübid ja kasutusjuhised

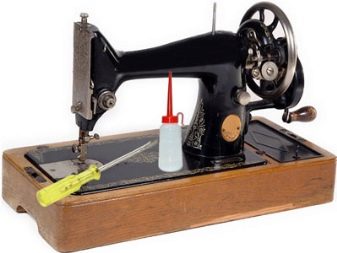
PMZ õmblusmasinad on pikka aega olnud Nõukogude õmblejate peamine töövahend. Kunagi moodustati tehas Zingeri ettevõtte filiaalina ja pärast natsionaliseerimist läks see üle omatoodete tootmisele. Käsitsi juhitavate Podolski masinate ülevaade võimaldab saada üsna täieliku pildi selliste seadmete tehnilistest võimalustest. Selle ilmsete eeliste hulgas võib märkida oma kätega seadistamise ja reguleerimise võimalust, lihtsust ja tõrgeteta töötamist.
Kasutusjuhend mehaanilise tehase vanade masinate jaoks. Kalinina võimaldab ka tänapäeval hõlpsasti kasutada mehaanilisi õmblusseadmeid. Loomulikult on need oma tehniliste andmete järgi palju halvemad kui kaasaegsed mudelid. Kuid enamik PMZ-i õmblusmasinaid on tänapäeval "kasutusse" jäänud - nendega saab üsna edukalt rõivaosi lihvida ja neid parandada. Seega tasub nende kohta veidi rohkem teada.

Loomise ajalugu
Podolski õmblusmasinate ajalugu sai alguse 20. sajandi alguses, kui firma Singer otsustas avada oma ettevõtte Vene impeeriumi territooriumil. Tehas ehitati sakslasest juhi Dixoni eestvedamisel ja võeti 1902. aastal tööle. 11 aasta pärast oli ettevõttel juba väga kindel staatus - täielikult manuaalrežiimis, Saksa originaalvaruosadest, panid töötajad aastas kokku 600 000 õmblusmasinat. Koduõmbluse populariseerimisele aitas kaasa nii müüdavate toodete kõrge kvaliteet kui ka järelmaksu müük läbi firmakaupluste võrgustiku.
Pärast 1917. aasta revolutsiooni ettevõte natsionaliseeriti. Mõnda aega toodeti osade jäänustest seadmeid kaubamärgi "Gosshveymashina" all. Selle logoga tooteid sai osta aastatel 1918–1931. Hiljem moodustati ettevõtte põhjal Podolski mehaanikatehas, mis sai alates 1948. aastast eesliite “im. Kalinin. Just sellel hakati tootma õmblusmasinat PMZ, peeti täiesti nõukogulikuks arenduseks, kuid põhines samal Singeri masinal.



Traditsiooniliselt arvatakse, et kogu tehase varustus oli neil aegadel kvaliteetsem, kui selle konfiguratsioonis kasutati Singeri originaalosi. See tähendab, et kui vaadata väljalaskeaastaid, siis need on aastad 1902-1931. PMZ õmblusmasinate tootmisaja saate dešifreerida seerianumbri järgi, kui oskate seda lugeda, kuid ühtset andmebaasi pole. Lihtsaim viis navigeerimiseks on GOST-i standardite järgi - need vastavad teatud tootmisperioodidele.
1932. aastal sai ettevõte oma valukoja. PMZ-s hakati tootma NSV Liidus valatud osi kodumasinate korpuste ja esimeste 31. klassi tööstuslike õmblusseadmete jaoks. Rauavalu mahud ulatusid 36 000 tonnini aastas. Alates 1935. aastast hakkas tehas tootma mootorrattavarustust.Teise maailmasõja ajal kujundati ettevõte ümber laskemoonakastide tootmiseks.
Õmblusmasinate tootmine PMZ-s jätkus juba 1946. aastal – juulis veeres konveierilt maha 100-ne partii seadmeid. Kuid 1957. aastaks on nõudlus nende toodete järele kodumaises segmendis märgatavalt langenud. Plaanitud 3 000 000 tk partii asemel tuli toodetavate masinate maht kärpida 1 200 000. Selgus, et põhimõtteliste muudatusteta ettevõtmine enam hakkama ei saa. Tehti palju tööd ja paar aastat hiljem veeres esimene koosteliinilt maha. "Kajakas" - uus õmblusmasin, mis vastas aja nõuetele.

Seade ja omadused
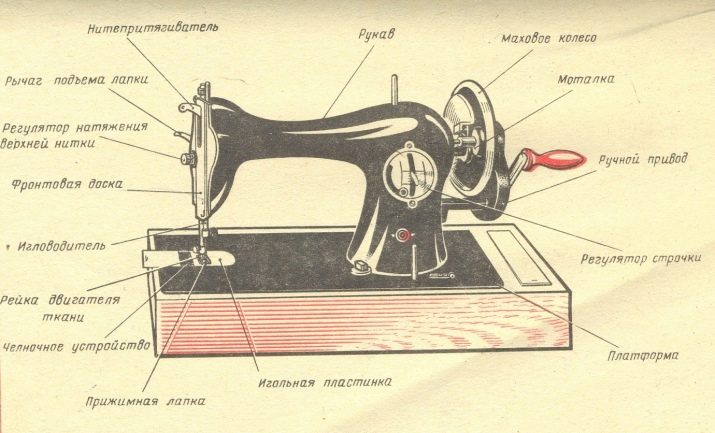
Selle kohta, kuidas PMZ õmblusmasinate seade välja näeb, on see teada tänu kasutusjuhenditele. Nende disain peab sisaldama:
- platvorm koos aluse ja jalgadega;
- spooltihvtiga varrukas;
- hooratas;
- niidijuhiga nõelavarras;
- piste reguleerimise hoob peakruviga;
- kangi keerme vastuvõtt vedru ja regulaatoriga;
- niidi pingutamiseks vajalik seib;
- niidijuhik;
- keerme lõikamise element;
- jala ja primitiivse kanga konveier põhjas;
- nõelaplaat;
- varda nõelahoidik koos kinnituskruviga;
- kruviregulaatoriga esipaneel;
- peakruvid jala surve juhtimiseks, õmbluse reguleerimiseks;
- kerimisrull koos spindli, rihmaratta, riivi, pooli tihvti, alumise pingutiga.
Konstruktsiooni tüübi järgi on võimalik eristada erinevat tüüpi ajamiga masinaid: jalg-, elektri-, manuaalne. Sõltuvalt sellest, millisele küljele süstik vaatab, eristatakse parema- ja vasakukäelisi mudeleid (teine hilisemast tootmisest). Elektriautod on varustatud spetsiaalse pedaaliga ja töötavad palju kiiremini kui manuaalsed..
Kõigil mudelitel on süstik keskpooliga. Maksimaalne õmbluskiirus ulatub 1200 pööret minutis, piste pikkus 4 mm. Õmblusvarustus toetab sirge õmbluse loomist, tagurpidi õmblemist, varustatud mugava reisilülitiga. Pakett sisaldab põhilist tööplatvormi mõõtmetega 37,1 x 17,8 cm.

Koosseis sisaldab järgmisi valikuid.
"Podolsk 2M"
Kõige tavalisem mudel, mis vastab peaaegu täielikult Singeri õmblusmasinale. Seda varianti kasutati laialdaselt koolide tootmistehastes ja täna leiab sealt väga heas korras seadmeid. Võimsuse ja muude omaduste poolest ei jää masin alla paljudele elektrimootoriga analoogidele. "Podolsk 2M" sobib paksude materjalide, mitmekihiliste toodete, naturaalse naha õmblemiseks. Ainsaks puuduseks on saadaolevate toimingute piiratud loetelu.

"Podolsk 132"
Pedaaliga elektromehaaniline masin, väliselt sarnane tänapäevaste versioonidega. Mõeldud villaste, linaste, siidist kangaste õmblemiseks, saab teostada sirgjoonelist joont, siksakit, tikkida ja tikkida. Masin toetab topeltnõelu. See on esimene PMZ toodetud täielik siksakmuster.

"Podolsk 142"
Täiustatud mudel, mis funktsionaalselt peaaegu ei erine eelmisest versioonist. Disain on muutunud täiuslikumaks, juhtnupud on ergonoomilised, metalli kvaliteet on paranenud.

Seadistamine ja reguleerimine
Isegi kui saadaval on ainult vana auto, seda saab alati kohandada ja kasutada ettenähtud otstarbel. Kogenud õmbleja jaoks ei ole aluse sisemiste mehhanismide avamine, konksu keermestamine ja pressjala reguleerimine keeruline.Algajale võib tõsine probleem olla isegi selline ülesanne nagu nõela hoidikusse torgamine või hooratta vaba lõtku reguleerimine.
Juhiste hoolikas järgimine aitab seadmete tööd reguleerida.
Määrdeaine
Pärast pikka seisakut, aga ka intensiivse kasutamise ajal, tuleb Podolski õmblusmasina hõõrduvaid osi määrida. Igapäevased manipulatsioonid viiakse läbi kõigis mehhanismi sõlmedes. Raskesti ligipääsetavatel osadel on spetsiaalsed avad mootoriõli täitmiseks. Süstiku õige töö tagamiseks selle juhtelemendid mehhanismi korpuses on samuti määritud ja kompositsiooni rakendamiseks nõelvarda hingedega osa hõõrdumise vähendamiseks peate eemaldama masina esipaneeli.

Pressjala rõhu reguleerimine
Materjali vajutamise intensiivsus muutub üsna harva. Kuid mõnel juhul osutub see vajalikuks. Tehaseseadete muutmine on lihtne: keerake lihtsalt peakruvi. Seda tehakse vastupäeva, kui teil on vaja rõhku vähendada, ja selle käigus seda suurendada. Tavaliselt piisab 2-3 pöördest.

Tagurpidi õmblus
Kõik PMZ-masinad võivad õmmelda vastassuunas või vastu lööki. Režiimi aktiveerimiseks tuleb paremal pool esipaneelil piste pikkuse määrava regulaatori hooba kuni lõpuni liigutada. Tavalisele õmblusrežiimile naasmiseks piisab selle allapoole liigutamisest.
Õmbluse pikkus ei muutu – saate liini otse protsessi käigus edasi- ja tagasikäigule lülitada.

Õmbluse pikkuse määramine
Mehaanilise õmblusmasina 1 õmbluse standardpikkus on 1,5-2 mm. Sellest piisab keskmise tihedusega materjalide jaoks. Kui kangas on õhem, tuleks õmblussagedust vähendada. Paksude kangaste puhul on soovitatav seda arvu suurendada maksimaalsete väärtusteni.
PMZ õmblusmasinate õmbluse pikkust reguleeritakse vahemikus 1 kuni 4 mm. Regulaator asub esipaneelil ja näeb välja nagu hoob, mis liigub skaalal üles-alla. Soovitud laiuse parameetritega võrdsete numbritega skaalal on 0,5 mm gradatsioon, mis tagab nõela sammu reguleerimise täpsuse.
Keskmine joon, mis eraldab regulaatori alumise poole ülemisest, piirab tagurpidi- ja edasikäigu ümberlülitamist. Soovitud astmelaiuse fikseerimine toimub spetsiaalse kruviga. See vabastatakse regulaatori liigutamiseks ja pingutatakse, kui soovitud asend on saavutatud.


Õmblustarvikute arvu valik
Õige niidi ja nõela paksuse kombinatsioon kangatüübiga mõjutab suuresti moodustatud õmbluse kvaliteeti. PMZ masinatega töötamise standard on nõelte nr 70, 80, 90, 100, 110. Mida suurem number, seda paksem on punkt. Niitide puhul läheb nummerdamine vastupidises suunas - jämedamatel on nr 10, peenikestel - nr 90-100. Tehnika juhendis on kokkuvõtlik tabel, mis määrab nõelte ja õmblusmaterjali parameetrite vastavuse.



Niidi pinge
Ülemise keerme puhul reguleeritakse seda vedruseadme kruvi abil. Töö jaoks survejalg on vaja langetada tööplatvormi pinnale. Pärast seda saate kruvikeerajaga pinget suurendada, keerates mutrit paremale, või vabastada seda vastupidises suunas.
Alumise niidi vaba liikumist saate reguleerida, eemaldades pooliku hoidikust. Süstikul on spetsiaalne kruvi, mida saab keerata pinge suurendamiseks paremale ja lõdvendamiseks vasakule. Enamasti pole alumise konksu reguleerimist vaja muuta.
Üldiselt on ainus viis soovitud pistekvaliteedi saavutamiseks muuta ülemise niidi pinget.



Tegevusreeglid
Õmblusmasinatele PMZ lisatud juhend räägib piisavalt üksikasjalikult, kuidas seda tehnikat õigesti kasutada. Peamiste soovituste hulgas on järgmised punktid.
- Käsiratta pöörlemine õmblemise ajal peaks toimuma ainult meistri poole. Suuna muutmisel võivad niidid konksus sassi minna, tekitades palju lisaprobleeme.
- Kui masin lõpetab õmblemise, peate jalga tõstma ja jätma sellesse asendisse. Ärge jätke kinnitusseadet tööplatvormiga kokku puutuma.
- Ärge käivitage masinat ilma pressjala pinna alla asetatud kangata. See muudab mootori hambad lihtsalt tuhmiks. Lisaks on oht kahjustada jalalaba alaosa.
- Õmblemisel tuleb jälgida, et kanga loomulik liikumine säiliks. Te ei saa seda tõmmata, tõmmake seda - nõel läheb katki.
- Süstikuruumi katvat nihkeplaati tuleb töö ajal juhtida. Mehhanismi kahjustamise vältimiseks on parem kontrollida katte abutmenti.
- Õmblemise alustamiseks valmistudes on vaja ühendada ülemine ja alumine niit ning seejärel tõmmata need õmblejast vastupidises suunas. Materjal asetatakse talla alla tööplatvormile, seejärel lastakse jalg alla ja hooratta võlli pöörlemisel läbistab nõel kanga.


Need on põhireeglid, mida soovitatakse PMZ õmblusmasinatega töötamisel järgida.Need tagavad elementaarsete ohutusnõuete täitmise ja pikendavad seadmete eluiga.
Peamised rikked ja nende kõrvaldamine
PMZ õmblusmasinate mehaaniline disain võimaldab teil ise remonti teha. Piisab, kui mõistate konstruktsiooni iseärasusi, seadme tööpõhimõtteid ning seadmete lahtivõtmist ja seejärel kokkupanemist on üsna lihtne. See aitab mõista, millised on peamised rikked, millega peate kõige sagedamini tegelema. õmblusmasinate omanike peamiste kaebuste uurimine.
Masin kortsutab materjali
Eriti sageli ummistavad siksakilise nõelaplaadiga PMZ õmblusmasinad õhukesi või elastseid materjale. Kangas on nõelaplaadi sisse tõmmatud, kahjustatud.
Kasutage probleemi lahendamiseks spetsiaalset vees lahustuvat stabilisaatorit või tavalist õhukest paberit.


Vahele jäetud õmblused
Õmblusdefektide hulgas on üks tõsisemaid probleeme vahele jäänud õmblused. Seda tüüpi õmbluse rikkumised näevad ette erinevat tüüpi rikete olemasolu. Enamiku neist suudab meister lahendada iseseisvalt, ilma kõrvalise abita.
Masin jätab õmblused vahele, kui konksu ja nõela vahelise suhtluse sätted pole õiged. Näiteks kui nende elementide vahe suureneb rohkem kui 0,3 mm, liigub nõela ots silmust tabamata. Õmblus jäetakse vahele. Probleemi parandamine aitab reguleerida, mille käigus saate kasutada suurendusklaasi. Menetlus on järgmine:
- veenduge, et lüliti oleks sirgel;
- eemaldage nõelaplaat;
- demonteerige jalg;
- keerake käsiratast nii, et nõel liiguks alumisse asendisse;
- reguleerige vahe 0,15-0,25 mm.

Mõnikord on vahele jäänud õmblused tingitud nõela valest valikust.Kui tema kolb on ümara tööstusliku kujuga või väiksema läbimõõduga, on lüngad vältimatud. Õige nõela paigaldamine aitab probleemi lahendada.
Lõime katkestus
Kui PMZ õmblusmasina ülemine niit katkeb pidevalt, võib probleemi lahendamiseks olla palju võimalusi ja ka selle allikaid. Esiteks ja kõige tähtsam - pinguti üle pingutamine. Kui vedru on liiga palju kokku surutud, ei saa niit lihtsalt vabalt liikuda. Rikke põhjuseks võib olla ka vale kokkupanek, eriti kui vedruga pinguti oli lahti võetud. Piisab lihtsalt uuesti lahti võtta ja kontrollida kõigi elementide õiget paigaldamist.
Keerme katkemise tavaline põhjus on halva kvaliteediga niidi kasutamine. Kui neil on ilmselged paksused erinevused, tekivad töö käigus kindlasti probleemid. Lisaks ei pruugi nõel ja niit lihtsalt sobida kanga paksuse ja tihedusega.
Katkestused võivad põhjustada pika kasutamise tõttu nõelaplaadile või konksule tekkivaid täkkeid.

Mehhanismi ummistus
Pikaajaliseks tööks kogub iga õmblusmasin sisse niidilõikeid ja kangaköisikuid. Nende eemaldamiseks peate eemaldama kõik osad, mis ei vaja keerulist demonteerimist. Saate eemaldada pressjala, nõela, nõelaplaadi, raami ja konksu. Sees oleva mehhanismi puhastamiseks sobib hambahari. Ummistunud konks ei lase masinal normaalselt õmmelda, nõel jääb kinni.

Käsijuhtimismäng
Kui manuaalajami konstruktsioonil on lõtk, rippuvad, käepide liigub vabalt, peate mehhanismi õigesti reguleerima. Kõigepealt keeratakse kruvid kinni. Nad teevad seda elementide hoolikalt määrides spetsiaalsete aukude kaudu.
Lahtise käepideme parandavad kõige paremini spetsialistid.Varruka ülemine serv on vaja laiendada, kuid seda on üsna raske ise teha.


Vale nõela seadistus
Enamikus õmblusseadmete mudelites, sarnaselt Singeriga, on nõel seatud nii nii, et niidi pikk soon paistaks paremale. Kuid ainult sellele reeglile tuginemine pole seda väärt - varajastes versioonides harjutati ka vastupidist asendit. Saate kontrollida, milline valik on saadaval, avades süstikuruumi: käsiratast keerates on pooli nina alati nõela tera küljel.


Kui paigaldamine pole õigesti tehtud, ei hakka masin lihtsalt õmblema.
Järgmine video räägib teile vana Podolski õmblusmasina seadistamisest.








