Kõik pronksi ja messingi valamise kohta

Pronks on vase ja tina sulam, millele on mõnikord lisatud räni, alumiiniumi ja pliid. Sellel võib olla erinev värv, olenevalt komponentide protsendist. Pronksi on mitut tüüpi:
- tina;
- alumiinium;
- juhtima.


Tinapronks on kõige laialdasemalt kasutatav tüüp ja sellel on madal voolavus. Sellest on mugav valada kindlate mõõtmetega tooteid. Kuna see ei vaja täiendavat töötlemist. Messing on vase sulam, millele on lisatud tsinki. Tavaliselt on segus 70% vaske, 30% tsinki. Mõnikord on messing, mille koostis on 50–50.


Pronksi eelised hõlmavad järgmist.
- Praktilisus.
- Võimalus tegeleda kodus kunstilise castinguga.
- Kõrge vastupidavus keskkonnateguritele.
- Peaaegu ei allu korrosioonile.
- Töötlemise lihtsus.
- Vastupidavus.
- Elektri- ja soojusjuhtivus.


Messingil on kõrge korrosioonikindlus. Seda kasutatakse metallkonstruktsioonide valmistamisel teiste metallide pinnakihina.
Tehnoloogia ajalugu
Messingist, nagu pronksist, valamine ilmus 12 tuhat aastat tagasi. Nendest materjalidest valmistati algul tööriistu ja ehteid, hiljem nõusid ja majapidamistarbeid.Pronks- ja messingesemeid kasutati laialdaselt kõigis eluvaldkondades. Esimesed pronksi ja messingi valmistamise meetodid tekkisid antiikajastul klassitsismi ajastul. Paljusid selle ajastu kunsti meistriteoseid võime mõelda tänapäevani. Praegu kasutatakse neid sulavaid sulameid peamiselt dekoratiivesemete ja kunstiteoste valmistamiseks.

Metallide lisamisega vasesulameid kasutatakse laialdaselt järgmiste toodete valmistamisel:
- skulptuurid ja suveniirid;
- restid ja muud piirdeelemendid;
- aiad ja väravad;
- sisedetailid;
- lühtrite ja lühtrite kaunistamisel.



Aja jooksul on süstimismeetodit täiustatud. Ja kaasaegses maailmas on pronks- ja messingdetailide sulatamine saanud võimalikuks mitte ainult tööstuslikult, vaid ka kodus.
Iseärasused
Kunstiline messingivalu ei erine tehnoloogia poolest peaaegu pronksivalust. Vaatame protsessi üksikasju.
- Messingi sulamistemperatuur on üsna madal, vahemikus 880-965 C. See võimaldab kasutada erinevat tüüpi ahjusid. Isegi gaasipõleti piisab, kui valida kuumakindlad nõud. Kuid mõnikord tõstetakse temperatuur lisaainete tõttu 1070 C-ni (mitmekomponentse messingi puhul). Pronksi sulamistemperatuur on kõrgem. Sulamis on vaske tinaga 900-950 C ja pronksi ilma tinata 950-1100 C. Pronksisulamitel on kõrge viskoossus, seetõttu kuumutatakse neid kvaliteedi parandamiseks 100 võrra kõrgemaks. Energia säästmiseks on parem kasutada induktsioon- või tiigelahjusid.
- Valamise põhietapp on sulatise valamine vormi. Protsessi kestus ei tohiks ületada 2 minutit. Vastasel juhul on toode defektne. Ilmuvad lõhed, põletused ja ristmikud. Asi on täielikult kahjustatud ja kasutuskõlbmatu. Või on vaja täiendavat töötlemist.
- Messingi puhul peaks toimuma ühtlane järkjärguline jahutamine, ilma erilahendusi kasutamata. Pronksi jahutamisel kasutatakse jahutusvedelikke.
- Viimane etapp on valmisosa töötlemine.. Lahtede, lahtrite eemaldamine, ekstrusioon on vajalik. Sulamile lisatakse räbustid, et koostis ei muutuks. Tänu neile on võimalik sulatise pinda kaitsta ja selle koostist degaseerida. See vähendab lõpptoote raiskamist.




Vajalik varustus
Siin on nimekiri nendest materjalidest figuuride valmistamise põhiseadmetest.
- Valamise kuju. Valmistatud erinevatest materjalidest.
- Tangidet valmis osa vormist välja võtta.
- Tiigel selles oleva laengu sulatamise eest. Selle loomise materjaliks on grafiit ja savi.
- Kütteseadmed, ahjud. Messingi sulatamiseks võite kasutada gaasipõletit ja kuumakindlat anumat.
- Erinevad tugimaterjalid: kivisüsi, mägi

On vaja kasutada ranget tehnoloogia järjestust. Kõigepealt asetatakse tiigel ahju peale, seejärel asetatakse sellesse metallitükid. Täielikult sulades muudab segu värvi. Seejärel spetsiaalse varustusega - tiigel võetakse konksuga ahjust välja ja sulatis valatakse ettevaatlikult survevaluvormi. Pärast täielikku jahutamist eemaldatakse osa tangidega ja töödeldakse lõplikult.

Valumustrite ülevaade
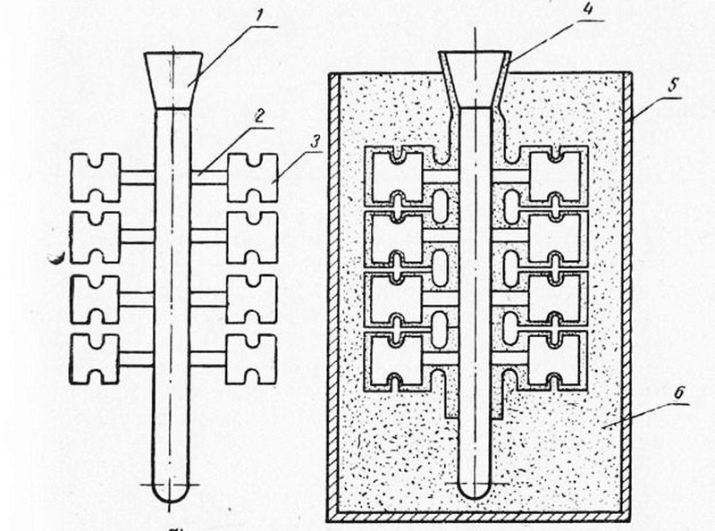
Enne valmistoote valamise jätkamist, peate esmalt looma tulevase vormi visandi. Joonise on teinud spetsiaalsed kunstnikud. Seejärel luuakse selle äärde valuvorm, millesse valatakse põhisulam. Vormi loomine on üsna töömahukas ja vastutusrikas ülesanne.Selleks kasutage vormimiseks, tööriistade ja kinnitusdetailide jaoks spetsiaalseid kompositsioone. Valmis mudel mängib suurt rolli kogu tehnoloogilises protsessis. Selle sisemine õõnsus peab investeerimisvormide järgi olema valmistoote täpne koopia. Sellesse valatakse sulalahus, mis seejärel sees olles jahtub ja võtab lõpliku vormi.

Stabiilsuse tagamiseks, et sulatise vormi valamise ajal see kokku ei kukuks, kasutatakse kolbe. See on kahest ristkülikukujulisest ühendusosast valmistatud spetsiaalne seade, mis sarnaneb kastiga. Tavaliselt valmistatud puidust või vineerist. Metallkolbides ei toimu mitte ainult vormi loomine, vaid ka valamine ise. Messingist ja pronksist valmistatud mudelid on korduvkasutatavad ja ühekordselt kasutatavad. See sõltub sellest, millest need on valmistatud.


materjalid
Elevandiluu, puit, krohv ja polümeerid. Terast kasutatakse ka korduvkasutatava vormi valmistamiseks. Kõige vähem kasutatav plastmaterjal on valumudeli loomine. Kodus valatakse sulatis kõige sagedamini mitteeraldatavasse kipsvormi. Pärast sulami jahutamist ja tahkumist valmis figuuriks purustatakse vorm hoolikalt spetsiaalse haamriga.

Konstruktsioonid
Struktuurselt võivad valuvormid olla kolme tüüpi.
- Eemaldatav. See on struktuur, mis koosneb kahest või enamast osast, mis on ühendatud piki sirget või keerulist pinda. Valmistoote eemaldamiseks on ühendus katkestatud. Kõige sagedamini kasutatakse tootmises korduvkasutatavaks kasutamiseks.
- Üks tükk. Valmis osa väljavõtmiseks purustatakse see haamriga. Sobib ainult ühekordseks kasutamiseks. See on tehtud eskiiside järgi teatud toote alla. Kasutatakse sageli kodutootmises.Selliste vormide loomiseks sobib kõige paremini kips.

- Eriline. See on keeruline vormimis- või skeletimuster. Erineb mitme detaili komponendi poolest. See on loodud keeruka disainiga figuuride sulatamiseks.
Valamise peamised peensused
tsentrifugaalvalu
Seda valumeetodit kasutades valmistatakse masinaehituse ja muude tööstussektorite osi ja seadmeid. Tehnoloogia aluseks on tsentrifugaaljõud. See ilmneb valumudeli pöörlemise tõttu. Seda tüüpi valu kasutatakse peamiselt pöördkehade valmistamiseks. Vormimist saab teostada vertikaal- ja horisontaalvaluga masinatega. Horisontaalse pöörlemisteljega masinatel toodavad nad:
- vooderdised;
- puksid;
- rõngad.

Vertikaalse pöörlemisteljega masinatel toodavad nad:
- propellerid;
- ussirattad;
- hammasrattad.


Valamise käigus liiv tihendatakse ja võõrelemendid surutakse välja.
kunsti valamine
Kodus kasutatakse seda pronksi valmistamise meetodit. Kuid sellel vasesulamil on kõrge voolavus, nii et erinevalt messingisulamist ei täida see vormi täielikult. Seetõttu on detaili pinnale kavandatud muster hägune. Selguse andmiseks kasutatakse tagaajamist. See on üsna töömahukas ja aeganõudev protsess. Kuid samal ajal kunstilise castingu kõige loomingulisem hetk. Lõpptoote tüübi kvaliteet sõltub tagaajamise tasemest.

Kunstilise castingu etapid:
- eskiisi ja tööjoonise koostamine;
- vormi loomiseks konstruktsiooni valmistamine;
- valumudeli valmistamine;
- mudeli ettevalmistamine;
- laengu sulamine;
- vormimassi valamine valamismudelisse;
- jahutamine;
- väljavõte mudelist;
- valmistoote töötlemine veskiga, mõnikord kasutatakse metallharja.






Valmis üksikud komponendid kombineeritakse üheks tooteks, kui see peaks lõpliku kujunduse kohaselt olema üks, kuid koosnema mitmest osast. Seejärel töödeldakse saadud viimistletud figuuri väiksemate vigade eemaldamiseks ja kaetakse ülemise kaitsekihiga.
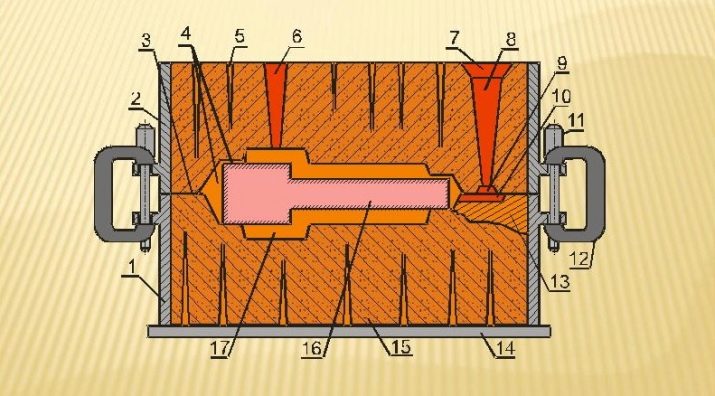
Survevalu
See valamismeetod põhineb üleliigse vaakumrõhu mõjul. Kasutatakse pressi põhimõtet, sulatis juhitakse ülerõhuga survevormi. Pneumaatiline või hüdrosüsteem mõjutab kolvi. Suure viskoossusega sulatise söötmise suure kiiruse tõttu tekib liigne rõhk, vorm on täielikult täidetud.
Seejärel voolab vaakumimemise teel vormimass vormi õõnsusse. Sellel on õhukesed seinad, mida ümbritseb külm vesi. Jahutus liigub servadest keskele. Sulatuse tagasitõmbumine toimub teatud aja jooksul. Seejärel rõhk normaliseerub ja liigne vormimassi jäägid voolavad mööda seinu alla.

Jahtumisjärgse kokkutõmbumise tõttu on toodet lihtne vormist eemaldada. Tänu automatiseerimisele täidetakse vorm sulatisega sekundi murdosa jooksul, mis vähendab oluliselt detailide valmistamise aega ja on selle valumeetodi vaieldamatu eelis. Olenemata kasutatavast valamisemeetodist tuleb pronks- ja messingtoodete valmistamisel järgida ettevaatusabinõusid.
- Töötamisel kasutage kaitseprillidet kaitsta silmi tilkuva sulamaterjali ja aurude eest.
- Enne tegevuse alustamist kindad kätte spetsiaalsest kuumakindlast materjalist.
- Ruum peab olema hästi ventileeritud ja ventileeritud, kuna nende sulamite sulamisel eralduvad inimestele kahjulikud gaasid.
- Ei tohiks lubada tuleohtlike materjalide ja vedelike kokkupuude kütteseadmetega.
- Vaja järgige rangelt protsessi tehnoloogiat. Kuna see lavastus on üsna traumeeriv.


Pronksskulptuuride valmistamise kohta lisateabe saamiseks vaadake järgmist videot.








