Kuidas ja millisel temperatuuril pronksi sulatada?

Pronks - esimene sulam, mida inimesed õppisid valmistama tuhandeid aastaid tagasi. Sellest ajast alates on pronksist tooted olnud väga populaarsed. Tänapäeval püüavad kaasaegsed käsitöölised kohandada valutehnoloogiaid kodutingimustega, selleks on vaja teada pronksi keemilist koostist ja füüsikalisi omadusi, samuti sellest saadud sulamite, sealhulgas alumiiniumpronksi tehnilisi omadusi.
See artikkel räägib sellisest olulisest näitajast nagu sulamistemperatuur, ja ka umbes kuidas pronksi sulatamist ja valamist samm-sammult läbi viia.



Sulamistemperatuur
Olemas eri tüüpi pronksi sulamistemperatuuride tabel. Enne otse sulatamise juurde asumist on vaja mõista, mis määrab temperatuuri, mille juures konkreetne metall hakkab sulama või läheb täielikult vedelasse olekusse. Pronks on tegelikult rida erinevaid sulameid., mis sisaldavad põhikomponendina vaske ja täiendavaid (legeerivaid) komponente.
Need lisandid võivad olla alumiinium, berüllium, tina, räni ja nii edasi. Kõik sõltub pronksi keemilisest koostisest füüsikalised omadused metall, sealhulgas sulamistemperatuur. Vasesulami sulatamiseks peate seda teadma keemiline koostis, on ainus viis sulamistemperatuuri Celsiuse kraadides õigesti määramiseks. Vaatame sulamispunkte.

puhas metall
Kuigi puhta vase tootmine on äärmiselt kahjumlik, kuna selle tehnilised omadused on paljuski halvemad kui sellest metallist metallurgiatööstuses toodetud eriklassid, tuleb siiski teada. vase sulamistemperatuur.
Miks? Fakt on see, et rahvamajanduses kasutatavate vase klasside koostises on ebaoluline kogus legeerivaid aineid, mida peetakse lisanditeks. Seega on vase klasside sulamistemperatuur nende koguse ebaolulisuse tõttu lähedane puhta vase sulamistemperatuurile ja on umbes 1084,5 kraadi Celsiuse järgi.
Nagu juba mainitud, oleneb sulamistemperatuur aine koostisest, seetõttu varieerub pronksi sulamistemperatuur vahemikus 900-1140 kraadi Celsiuse järgi.


Segud
Tina pronksist vähendab selliste sulamite sulamistemperatuuri, see ei ületa 900-950 kraadi Celsiuse järgi.
Tinavaba, sh alumiiniumpronks neil on laiem selliste temperatuuride vahemik, mis sõltuvad vasesulami keemilisest koostisest. Nende sulamistemperatuur on 950-1080 kraadi. Arvestada tuleks ka sellega, et pronksil on kõrge viskoossus, seega on see pärast lõplikku sulamist ülekuumendatud, et tagada parem sulamisvool. Vaatame pronksi sulatamise ja valamise protsessi etappide kaupa.


Samm-sammuline juhendamine
Käsitöötingimustes valmistatakse peamiselt pronksist väikeesemeid, nt. dekoori elemendid. Keerulisemad osad nõuavad ülitäpset valamist, mille tehnoloogiat on ilma spetsiaalselt selleks kohandatud seadmeta väga raske rakendada ruumidesse, samuti eriline varustus. Mõnel juhul on vaja valada sirgendamise teel soovitud olekusse viimistleda kodusnäiteks liigse sulamaterjali käsitsi eemaldamine, toote lihvimine ja poleerimine.
Enne metalli sulatamise jätkamist on see vajalik valmistada ruum ette ning hankida vajalikud tööriistad ja seadmed. Ruumi põhinõue on hea väljatõmbeventilatsiooni olemasolu, samuti mittesüttivatest materjalidest, nagu betoon, tsement või tellis, põrand. Väikeste toodete valmistamisel on neid nõudeid üsna lihtne järgida, vastasel juhul peate kasutama garaaži.
Kodus pronksi sulatamiseks peate ostma spetsiaalse muhvelahju, millel on võimalus temperatuuri juhtida, kuid saate hakkama ka lihtsa mäega, mille kütusena kasutatakse süsi.


Instrumentide ettevalmistamine
Algaja ratas peaks ostma või ise valmistama järgmised tööriistad.
- Tulekindlast materjalist (näiteks malmist või terasest) valmistatud tulekindel tiigel on spetsiaalne tilaga anum, millesse asetatakse sulametalli tükid.
- Seadmed tiigli ahjust eemaldamiseks, mis vähendavad põletusohtu - spetsiaalsed konksud ja tangid.
- Vorm sulametalli valamiseks, mille valmistamisel kasutatakse kolbi ja mudelit.
- Kolb ise on kaks kasti, mis hoiavad liivaga täidetud vormi.
- Keevitaja ülikond või lihtsalt väga liibuv põll ja kindad, mille eesmärk on kaitsta inimest lendavate sädemete ja sulametalli pritsmete eest.


Kui olete kõigi ülalnimetatute olemasolus veendunud, võite jätkata otse pronksi sulatamist.
- Kuumuta ahireguleerides temperatuuri regulaatoriga. Temperatuur sõltub pronksi keemilisest koostisest, nagu eespool kirjeldatud. Näiteks alumiiniumpronksi puhul on see temperatuur 1040–1084 kraadi Celsiuse järgi.
- Järgmiseks ole kindel soojendage vorm, seda tehakse selleks, et sulametall ei külmuks külma anumasse sattudes. Vorm asetatakse ahju, kui see soojeneb temperatuurini 600 kraadi, misjärel seatakse termostaat 900 kraadi peale. Kui ahju sees tõuseb temperatuur 900 kraadini, lastakse vormil 3-4 tundi soojeneda, seejärel eemaldatakse see spetsiaalsete tööriistade abil ettevaatlikult ja jahutatakse 500 kraadini.
- Asetage tiigel pronksitükkidega, mis on ette nähtud sulatamiseks, ahju sees, mis on kuumutatud soovitud sulamistemperatuurini ja viidud metalli täieliku sulamiseni. Pärast seda jäetakse tiigel veel 5 minutiks üle kuumenema, et saavutada parem metalli voolavus ja parem valukvaliteet.
- Võtke tiigel ahjust või sepikust välja konksude ja tangide abil ning jätka vormi valamisega.

Vaatame, kuidas valmistada kvaliteetse toote saamiseks. Valukodades valmistatakse sellist vormi kasutades kolvid, kuhu valatakse savist, liivast ja kivisöepulbrist koosnev segu. Kolb koosneb kahest poolest, millest igaüks on kast, kuhu valatakse vormiliiv.
- Esiteks võtavad nad esimese kasti ja hakkavad seda seguga täitma, täites kuni pooleni, ja asetavad mudeli kasti sisse.
- Seejärel jätkake puistematerjali valamist, kuni kast on lõpuni täidetud. Töötamise ajal on vaja vormiliiva pidevalt tasandada ja tihendada.
- Teine kast paigaldatakse peale ja jätkatakse savi, liiva ja söepulbri segu valamist.
- Teises kastis on vaja varustada kanalid - augud sulapronksi valamiseks vormi.
- Kui mõlemad kastid on ülevalt täidetud, eraldage need terava esemega. Üks pool mudelist on ühes karbis, teine pool teises.
- Nad võtavad mudeli ettevaatlikult välja, ühendavad mõlemad karbid uuesti - tekkiv tühimik sees on valamise vorm.


Valamine vormi
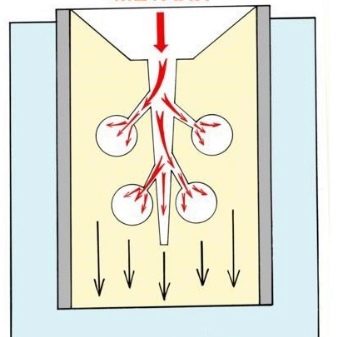
Sulametall valatakse õhukese joana tiiglisse valuvorm, tagades, et nire voolab pidevalt. Kui valataval osal on keeruline kuju, peate kasutama spetsiaalset tsentrifuugi, mis tsentrifugaaljõu abil aitab sulatil korralikult vormi sees jaotada, täites selle täielikult.

Kuidas parandada toote kvaliteeti?
Tegelikult päriselt kvaliteetset asja ilma peenhäälestuseta koju ei saa.
Valmistades saate parandada ka kvaliteeti ja välimust sulava materjaliga vormitud. Selleks tehakse esmalt mudelist, mille järgi meie osa valmib, kipsplaaster, see kips peaks koosnema kahest omavahel kinnitatud osast. Saadud õõnsusse valatakse keevas vees sulatatud parafiin või vaha ja pärast selle kõvenemist eemaldatakse kipsist kest.

Järgmisena asetatakse saadud sulav mudel spetsiaalsesse valumassi, moodustades avad parafiini äravooluks ja sulapronksi valamiseks. Pärast seda asetatakse valumass keevasse vette, parafiin sulab ja see valatakse kergesti vormist välja.
Saadud valuvorm on sujuvam ja annab paremaid tooteid kui tavalised vormid.


Järgmine video näitab pronksi sulatamise protsessi kodus.








